래더 다이어그램 기초 — 접점·코일·타이머 문법
PLC 프로그램을 읽고 수정하려면 반드시 알아야 하는 것이 바로 래더 다이어그램 입니다.
가로세로로 얽힌 선이 회로도 같기도 하고 아닌 것 같기도 해 처음에는 어디부터 읽을지 막막하지만, 구조를 이해하면 의외로 단순합니다.
래더를 못 읽으면 현장에서 트러블슈팅도 프로그램 수정도 손대기 어렵습니다.
이 글에서는 래더의 기본 구조부터 실무에서 자주 쓰는 회로 패턴까지 순서대로 짚어보겠습니다.
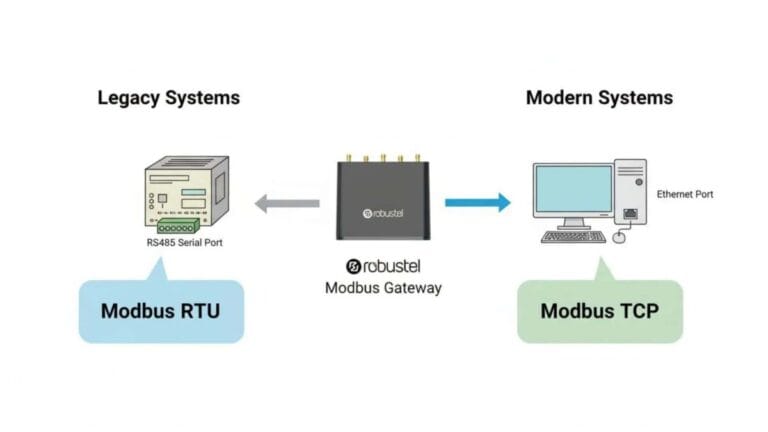
래더 다이어그램이란: 릴레이 회로를 소프트웨어로
래더 다이어그램(Ladder Diagram, LD)은 전기 릴레이 회로를 거의 그대로 옮겨놓은 형태의 PLC 프로그래밍 언어입니다.
전기 회로에 익숙한 사람이라면 배우는 데 오래 걸리지 않습니다.
실제로 PLC가 처음 도입됐을 때 릴레이 배선 기술자들이 쉽게 이해할 수 있도록 이런 형태로 만들어졌습니다.
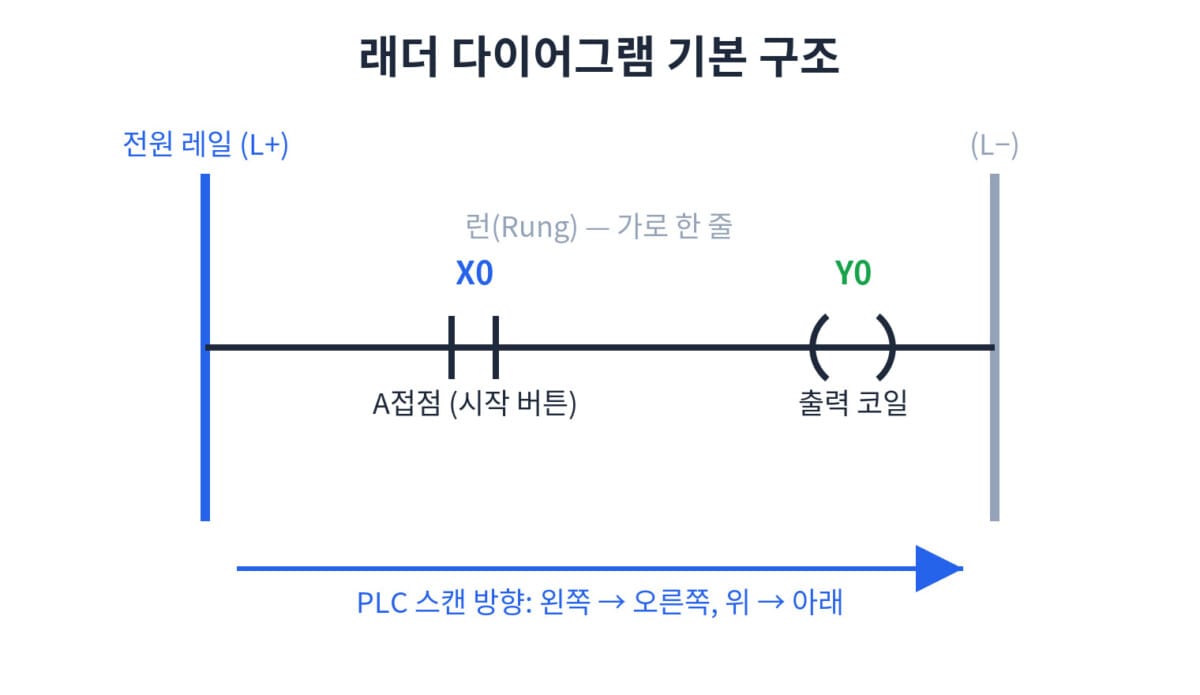
래더 다이어그램의 기본 구조
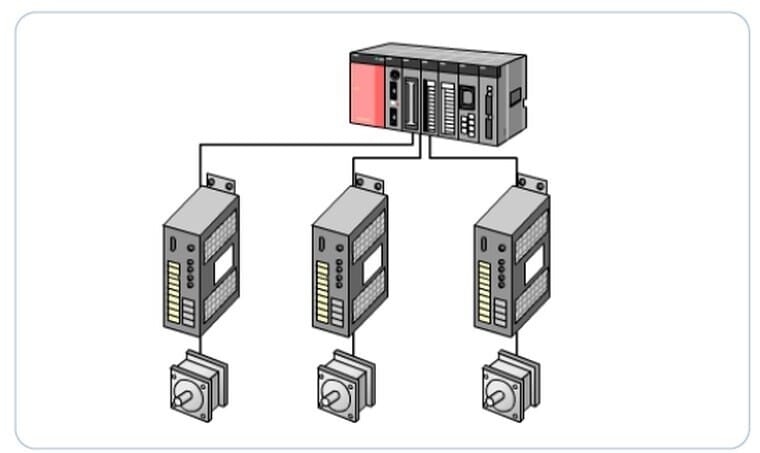
래더는 사다리(Ladder)처럼 좌우 두 세로선 사이에 가로 회로를 거는 구조입니다.
왼쪽이 전원 레일(Power Rail, L+), 오른쪽이 중성 레일(L−)이고, 이 두 세로선 사이를 가로질러 연결된 하나하나의 가로 회로를 런(Rung)이라 부릅니다.
PLC는 래더를 위에서 아래로, 각 런의 왼쪽에서 오른쪽 방향으로 순서대로 스캔합니다. 각 런의 조건(접점 부분)이 충족되면 오른쪽의 출력(코일)이 동작합니다.
릴레이 회로와의 비교
릴레이 회로에서 배선으로 연결하던 a접점·b접점·코일을, 래더에서는 심벌로 표현합니다.
물리적 배선이 소프트웨어 심벌로 바뀐 것이고, 동작 원리는 같습니다.
릴레이를 이해한 사람이 래더를 빠르게 익히는 이유가 여기에 있습니다.
| 구분 | 릴레이 제어반 | 래더 다이어그램 |
|---|---|---|
| 기본 요소 | 릴레이·타이머·카운터 (하드웨어) | 접점·코일·타이머·카운터 (소프트웨어) |
| 수정 방법 | 배선 재작업 (시간·비용 큼) | 프로그램 수정 (빠르고 저비용) |
| 모니터링 | 테스터기·전압계로 확인 | 소프트웨어에서 실시간 시각 확인 |
| 복잡도 한계 | 공간·비용에 따라 제한 | PLC 메모리 내에서 사실상 무제한 |
| 고장 진단 | 배선 추적 필요 | 화면에서 어느 접점 OFF인지 즉시 확인 |
래더 기본 요소 4가지: 접점·코일·타이머·카운터
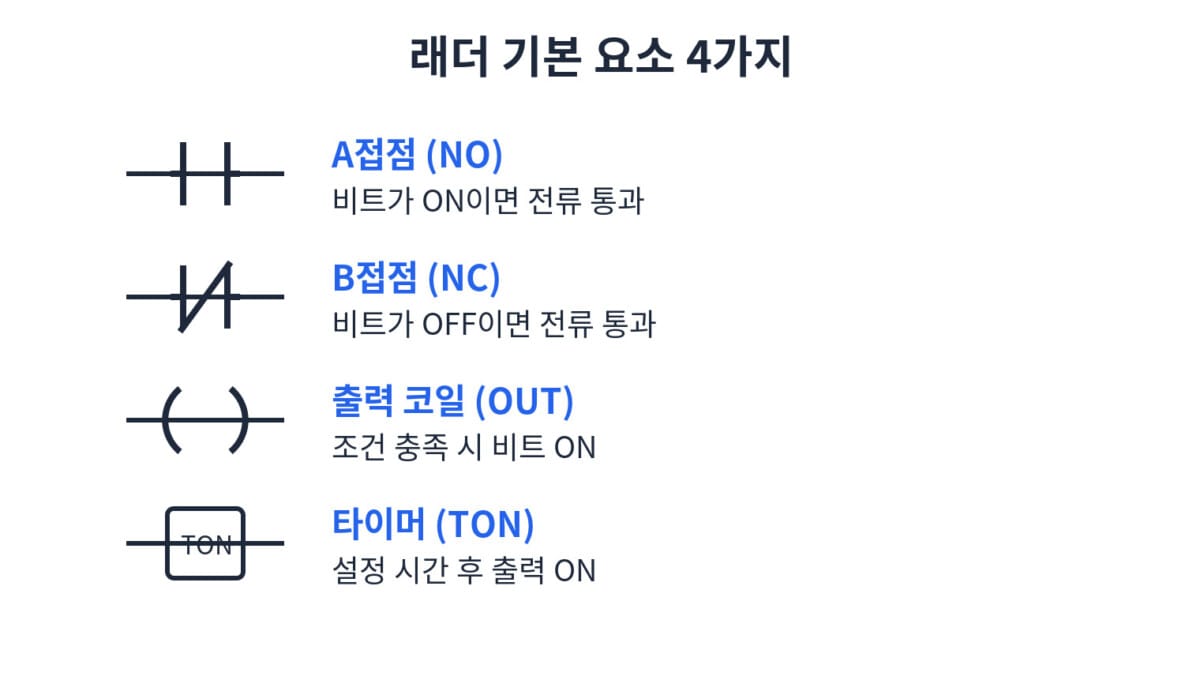
래더 다이어그램을 읽고 쓰려면 4가지 기본 요소를 먼저 이해해야 합니다.
① A접점 (NO, Normally Open)
A접점은 해당 비트가 ON(1)일 때 “전류가 통과”합니다.
LS ELECTRIC XG5000에서는 두 세로 단선으로, 미쓰비시 GX Works에서는 [ ]로 표시됩니다. 제조사마다 심벌이 조금씩 다르지만 동작은 동일하며, 릴레이 a접점과 같습니다.
사용 예: 푸시버튼(X0)을 눌렀을 때(ON)만 다음 회로로 신호를 통과시킬 때 A접점으로 표시합니다.
② B접점 (NC, Normally Closed)
B접점은 해당 비트가 OFF(0)일 때 “전류가 통과”합니다.
평상시 닫혀 있고, 해당 비트가 ON이 되면 열립니다. 비상 정지 버튼처럼 평상시에는 신호를 통과시키다가 눌리면 회로를 끊는 용도에 씁니다.
초보자가 가장 헷갈리는 요소입니다. B접점은 “평상시 닫혀 있고, 비트가 ON이면 열린다”는 것만 기억하면 됩니다.
③ 출력 코일 (OUT/COIL)
출력 코일은 런의 오른쪽 끝에 위치하며, 런의 조건이 충족되면 해당 비트를 ON으로 만듭니다.
조건이 충족되지 않으면 OFF이고, 기호는 두 괄호 ( )로 표시합니다. 릴레이 코일과 동일한 동작입니다.
출력 비트(Y0 등)는 실제 PLC 출력 단자와 연결되어 솔레노이드·램프 등 현장 기기를 구동합니다. 내부 비트(M, 보조 코일)는 프로그램 내부에서만 쓰는 플래그입니다.
④ 타이머 (TON, TOF, TP 등)
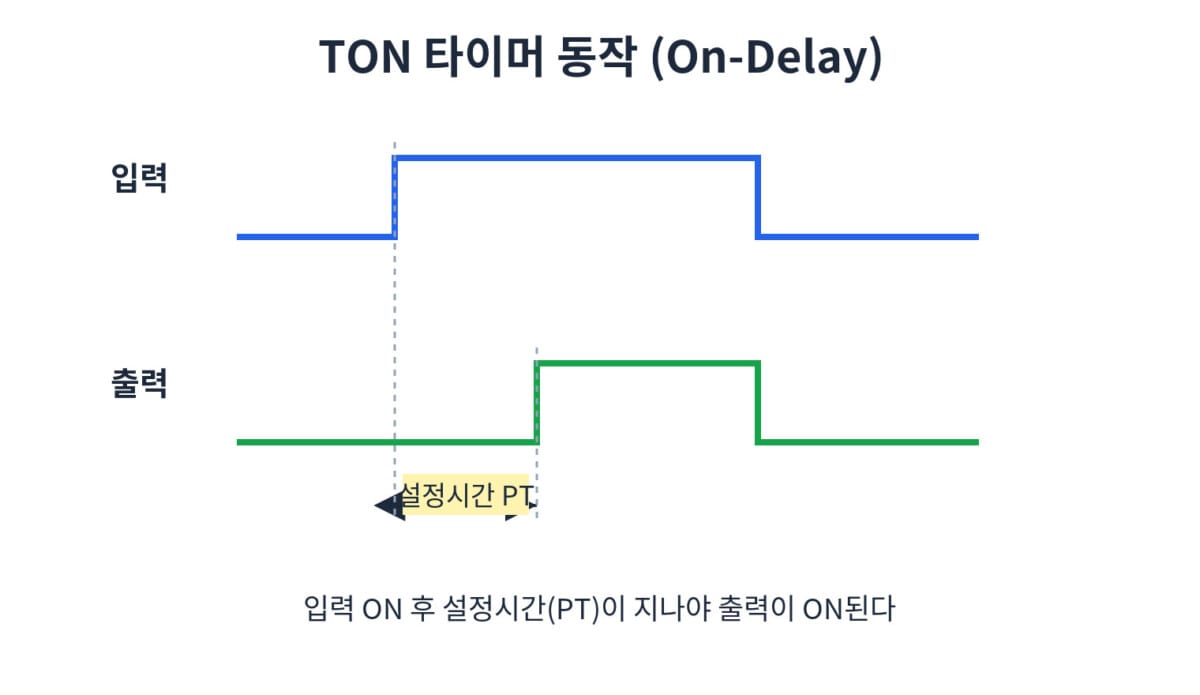
타이머는 설정 시간 후 출력을 ON으로 만드는 요소입니다.
가장 많이 쓰이는 것은 TON(On-Delay 타이머)으로, 입력이 ON된 후 설정 시간(PT)이 경과하면 출력 비트(Q)가 ON이 됩니다. 입력이 OFF가 되면 즉시 초기화됩니다.
| 타이머 종류 | 동작 | 주요 용도 |
|---|---|---|
| TON (On-Delay) | 입력 ON → 설정 시간 후 출력 ON | 기동 지연, 자동 복귀 |
| TOF (Off-Delay) | 입력 OFF → 설정 시간 후 출력 OFF | 냉각 팬 후속 운전, 도어 지연 닫힘 |
| TP (Pulse) | 입력 ON 순간 설정 시간만큼 출력 ON | 솔레노이드 펄스 출력 |
| TONR (보존 타이머) | 정전 후에도 계시값 보존 | 누적 운전 시간 계측 |
필수 회로 패턴 3가지
래더 다이어그램에는 반복해서 나오는 회로 패턴이 있습니다.
이 3가지만 이해하면 현장 프로그램의 80%는 읽을 수 있습니다.
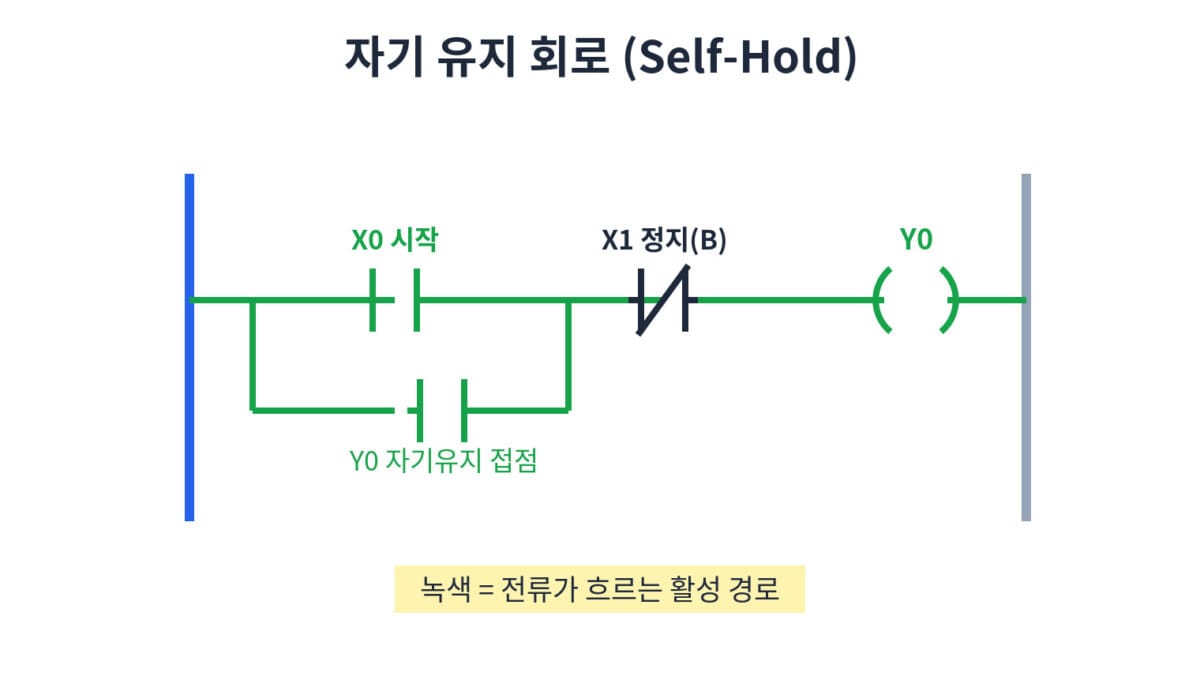
1. 자기 유지 회로 (Self-Hold)
자기 유지 회로는 래더 다이어그램의 가장 기초이자 핵심입니다.
시작 버튼을 한 번 누르면 손을 떼도 출력이 계속 유지되고, 정지 버튼을 눌러야 꺼지는 구조입니다.
구성 방법은 이렇습니다. 런 하나에 시작 버튼(X0)의 A접점과 출력 코일(Y0)을 직렬 연결합니다. 그리고 X0 A접점에 Y0 A접점을 병렬로 추가합니다. X0을 누르면 Y0이 ON이 되고, Y0 a접점이 붙어서 X0을 놓아도 Y0이 계속 ON 상태를 유지합니다. 정지 버튼(X1)의 B접점을 직렬로 삽입하면 X1을 누를 때 Y0이 OFF됩니다.
텍스트로 표현하면 이런 구조입니다:
런0: |--[X0]--|--[/X1]--|--+--( Y0 )--| X0=시작 | |--[Y0]-----| Y1=B접점(정지) Y0=자기유지접점
X0을 한 번 누르면 Y0이 ON이 되고, Y0의 a접점이 X0과 병렬로 붙어 X0을 놓아도 Y0이 유지됩니다. X1(정지 버튼)의 b접점이 직렬에 있어 X1을 누르면 회로가 끊어지며 Y0이 OFF됩니다.
컨베이어 기동·정지, 펌프 기동·정지, 모터 ON·OFF 등 모든 시작/정지 회로의 기반입니다.
2. 인터록 회로 (Interlock)
인터록은 두 출력이 동시에 ON이 되면 안 될 때 쓰는 회로입니다.
실린더가 전진과 후진을 동시에 받으면 안 되고, 모터가 정회전과 역회전을 동시에 구동하면 안 되는 상황이 해당됩니다.
방법: Y0(전진) 코일 런에 Y1(후진) B접점을 직렬로 삽입하고, Y1 코일 런에도 Y0 B접점을 삽입합니다. 이렇게 하면 Y0이 ON인 상태에서 Y1을 ON하려 해도 Y1 런의 Y0 B접점이 열려 Y1이 ON되지 않습니다. 솔레노이드 밸브 제어, 전자 접촉기 정역 운전 회로에서 필수적으로 등장합니다.
3. 원샷(One-Shot) 회로
원샷은 입력 신호의 상승 에지(OFF→ON 순간) 또는 하강 에지에서 딱 한 스캔만 출력을 ON하는 회로입니다.
카운터를 증가시키거나, 데이터를 한 번만 처리할 때 씁니다. 제조사별 심벌은 다르지만(PLS, P, 상승 에지 기호) 동작은 같습니다.
타이머·카운터 실무 활용
타이머와 카운터는 래더 프로그래밍에서 가장 자주 쓰이는 응용 요소입니다.
타이머 실무 예시: 5초 후 자동 복귀
실린더가 전진한 후 5초가 지나면 자동으로 후진하는 회로를 예로 들겠습니다.
- 시작 버튼(X0) → 전진 코일(Y0) ON, 타이머 T0 기동
- T0 설정값 5초(5,000ms)
- T0 출력(T0.Q)이 ON이 되면 전진 코일 Y0 OFF, 후진 코일(Y1) ON
- 후진 리밋 스위치(X1)가 ON되면 Y1 OFF
타이머 설정값 단위는 PLC 제조사마다 다릅니다.
LS ELECTRIC XBC는 기본 단위가 100ms, 미쓰비시 FX 시리즈는 기본 10ms입니다. 설정값 50이 5,000ms인지 500ms인지 확인하고 쓰세요.
카운터 실무 예시: 10개 계수 후 정지
컨베이어에서 제품이 10개 통과하면 라인을 정지시키는 회로입니다.
- 광전 센서(X0)의 상승 에지 신호로 카운터 C0 증가
- C0 설정값 10
- C0 출력(C0.Q)이 ON되면 컨베이어 출력(Y0) OFF
- 리셋 버튼(X1)으로 C0 리셋 후 다시 기동
카운터도 타이머처럼 리셋 입력이 있습니다. CTU(업 카운터)는 리셋 입력이 ON이면 현재값이 0으로 초기화됩니다.
실제 래더 다이어그램 전체 예시: 한 줄씩 읽어보기
앞에서 따로따로 익힌 자기유지·인터록·타이머·카운터를 하나의 프로그램에 모으면, 실제 현장 래더가 어떻게 생겼는지 한눈에 보입니다.
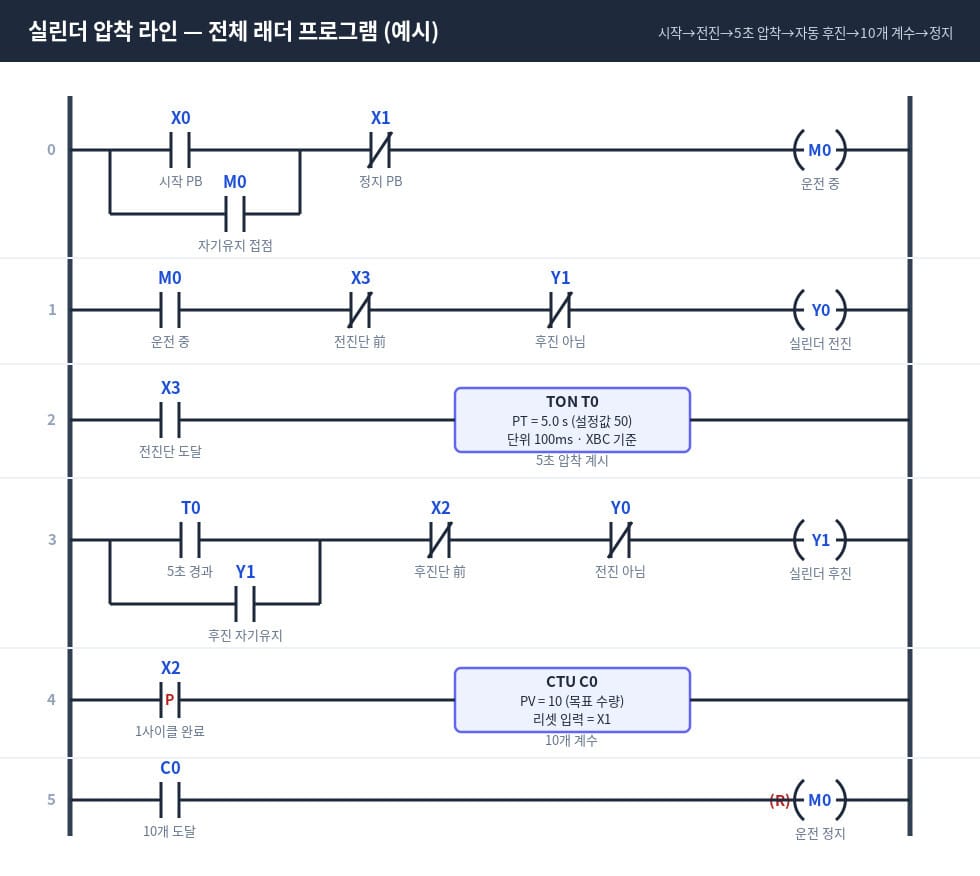
지금까지는 회로 패턴을 조각조각 봤지만, 진짜 PLC 프로그램은 이 조각들이 여러 런으로 이어진 형태입니다. 아래는 “시작 버튼을 누르면 실린더가 전진해 5초간 압착하고, 자동으로 후진하며, 제품을 10개 압착하면 라인이 멈추는” 간단한 압착 공정을 래더로 그린 것입니다. 글 앞부분에서 든 5초 후 자동 복귀와 10개 계수 후 정지 예시가 실제로 어떻게 한 프로그램 안에 들어가는지 그대로 담았습니다.
래더는 이렇게 기입한다: 주소·코멘트·런 번호
실제 프로그램의 각 요소는 “주소 + 코멘트”로 입력합니다.
심벌 위의 파란 글자(X0, Y0, M0, T0, C0)가 주소(디바이스)이고, 심벌 아래 회색 글자(시작 PB, 실린더 전진 등)가 코멘트입니다. 주소는 PLC가 실제로 읽고 쓰는 비트 번호이고, 코멘트는 사람이 알아보기 위한 설명이라 동작에는 영향을 주지 않습니다.
주소 앞 글자로 종류를 구분합니다. X는 입력(버튼·센서), Y는 출력(솔레노이드·램프), M은 내부 보조 비트, T는 타이머, C는 카운터입니다. 이 예시에서 X0·X1은 시작·정지 버튼, X2·X3은 실린더가 후진단(원위치)과 전진단에 닿았는지 알려주는 리밋 스위치, Y0·Y1은 실린더 전·후진 솔레노이드, M0은 “운전 중” 상태를 담아두는 내부 플래그입니다. 왼쪽 끝의 0~5 숫자는 런 번호로, PLC는 이 번호 순서대로 위에서 아래로 스캔합니다.
한 줄씩 읽는 순서
읽는 규칙은 딱 하나입니다. 각 런을 왼쪽(접점 조건)에서 오른쪽(코일 출력)으로, 런 번호 0번부터 차례로 읽으면 됩니다. “왼쪽 조건이 모두 통하면 오른쪽 출력이 켜진다”를 런마다 반복하는 것뿐입니다. 위 다이어그램을 이 규칙으로 한 줄씩 풀어보면 다음과 같습니다.
| 런 | 역할 | 읽는 법 (왼쪽 조건 → 오른쪽 출력) |
|---|---|---|
| 0 | 운전 자기유지 | 시작 버튼 X0를 누르면 M0(운전 중)이 ON. M0 접점이 X0과 병렬로 붙어 손을 떼도 유지되고, 정지 버튼 X1(b접점)을 누르면 끊어진다 — 앞서 설명한 자기유지 회로 그대로다 |
| 1 | 실린더 전진 | 운전 중(M0)이고, 아직 전진단에 안 닿았고(X3 b접점), 후진 중이 아니면(Y1 b접점) 전진 Y0 ON. 마지막 Y1 b접점이 인터록 — 후진과 동시에 켜지는 것을 막는다 |
| 2 | 압착 타이머 | 전진단 리밋 X3가 ON된, 즉 실린더가 끝까지 전진한 동안 타이머 T0가 시간을 잰다. 설정값 50 × 100ms = 5,000ms(5초) 후 T0가 ON |
| 3 | 실린더 후진 | 5초가 지나 T0가 ON되면 후진 Y1 ON. Y1 a접점을 병렬로 걸어 자기유지해 두므로, 후진하며 X3가 떨어져 T0가 리셋돼도 후진단 리밋 X2에 닿을 때까지 후진을 유지한다. Y0 b접점이 인터록 — 이것이 글 앞부분의 “5초 후 자동 복귀”가 실제로 구현된 모습이다 |
| 4 | 제품 계수 | 후진단 리밋 X2의 상승 에지(P)마다, 즉 한 사이클(전진→압착→후진)이 끝날 때마다 카운터 C0가 +1. 1사이클 = 제품 1개 |
| 5 | 10개 완료 정지 | C0가 설정값 10에 도달하면 M0를 리셋(R)해 운전을 멈춘다 — “10개 계수 후 정지” 예시가 그대로 들어갔다. 카운터는 X1(정지)로 리셋한다 |
동작 한 사이클을 따라 읽어보기
이제 런을 따로 보지 말고, 실제로 기계가 한 번 도는 흐름으로 이어 읽어 보겠습니다.
작업자가 시작 버튼(X0)을 누르면 런0에서 M0이 ON되고 자기유지로 손을 떼도 운전이 유지됩니다. 곧바로 런1의 조건(M0 ON, 전진단 미도달, 후진 아님)이 모두 성립해 실린더가 전진(Y0)합니다. 실린더가 끝까지 나가 전진단 리밋 X3에 닿으면 런1의 X3 b접점이 열려 전진이 멈추고, 런2의 타이머 T0가 시간을 재기 시작합니다. 5초가 지나면 T0가 ON되어 런3에서 후진(Y1)이 켜지고, Y1 자기유지로 래치됩니다. 후진하면서 X3가 떨어져 T0는 리셋되지만 후진은 자기유지 덕분에 계속됩니다. 실린더가 원위치(후진단 리밋 X2)에 닿으면 런3이 끊겨 후진이 멈추고, 동시에 런4에서 X2 상승 에지로 카운터 C0이 1 올라갑니다. 이때 전진단 X3가 다시 떨어진 상태라 런1이 또 성립해 다음 사이클이 자동으로 반복됩니다. 이렇게 10회를 돌아 런5에서 C0이 10이 되면 M0이 리셋되어 라인 전체가 멈춥니다.
런 하나하나는 단순하지만, 이렇게 출력이 다음 런의 조건이 되며 사슬처럼 엮이는 것이 래더 프로그램의 핵심입니다. 처음 보는 남의 프로그램도 이 규칙(런 0번부터, 왼쪽 조건 → 오른쪽 출력)으로 따라가면 결국 읽힙니다. 어떤 출력이 안 켜질 때 그 코일이 있는 런으로 가서 왼쪽 조건 중 무엇이 끊겨 있는지 되짚는 것이, 뒤에서 설명할 트러블슈팅의 출발점입니다.
래더 다이어그램 심화: 비교·연산 명령어
기본 접점·코일 조합만으로 모든 로직을 구현하기 어려울 때 응용 명령어를 씁니다.
PLC가 단순한 ON/OFF 제어를 넘어 데이터 처리 기능을 갖추면서 다양한 명령어가 추가됐습니다.
비교 명령어
비교 명령어는 두 값을 비교해서 조건이 맞으면 접점처럼 동작합니다.
예를 들어 온도 센서값(D0)이 설정값(D1)보다 크면 냉각 팬을 켜는 회로는 아래처럼 표현합니다.
런N: |--[D0 > D1]--( Y냉각팬 )--| 온도센서값 > 설정값이면 팬 ON
LD >, LD <, LD =, LD >=, LD <> 형태로 표현합니다. 아날로그 입력 모듈과 조합하면 PID 대신 간단한 온오프 제어를 래더만으로 구현할 수 있습니다.
데이터 전송(MOV)
MOV 명령은 출발 데이터를 목적지에 복사합니다.
설정값을 HMI에서 입력받아 PLC 내부 레지스터에 쓸 때, 또는 계측값을 다른 레지스터로 이동할 때 씁니다.
산술 연산
ADD, SUB, MUL, DIV 명령으로 더하기·빼기·곱하기·나누기를 처리합니다.
생산 수량 누적, 위치 계산, 온도 환산 등에 씁니다.
- 무료 소프트웨어(LS ELECTRIC XG5000, GX Works3 체험판)로 실제 시뮬레이션을 돌려보세요
- 자기 유지 → 인터록 → 타이머 → 카운터 순서로 직접 짜보는 것이 가장 빠릅니다
- 현장 PLC의 기존 프로그램을 소프트웨어로 업로드해서 분석하는 것도 좋은 방법입니다
- 제조사마다 심벌이 조금씩 다르므로, 사용 기종 매뉴얼에서 명령어 목록을 먼저 확인하세요
래더 다이어그램으로 PLC 트러블슈팅하기
래더 다이어그램이 현장에서 가장 유용한 순간이 바로 트러블슈팅 때입니다.
소프트웨어를 PLC에 연결하면 실시간으로 각 접점과 코일의 ON/OFF 상태가 색상으로 표시됩니다.
PLC 소프트웨어 연결 방법
소프트웨어 연결은 USB 또는 이더넷으로 합니다. USB 연결은 케이블을 연결하고 소프트웨어에서 통신 포트(COM 포트 번호)를 맞추면 바로 됩니다. LS ELECTRIC XG5000 기준으로 [온라인] → [접속]에서 USB를 선택하면 자동으로 포트를 탐색합니다. 이더넷 연결은 PLC IP 주소를 소프트웨어에 입력해야 하므로, 사전에 PLC IP 주소(기본값은 기종마다 다름)를 확인해두세요.
프로그램에 비밀번호가 설정돼 있으면 업로드 시 비밀번호를 요구합니다. 연결 방법은 PLC 통신 기초(RS-232와 RS-485 차이) 글에서 자세히 다룹니다.
트러블슈팅 절차
- 증상 확인: 어떤 동작이 안 되는지 파악합니다(예: 실린더 전진 안 됨)
- 해당 출력 코일 확인: 출력 코일(Y0)이 ON인지 소프트웨어에서 확인합니다. OFF라면 코일 앞의 접점들을 역으로 추적합니다
- OFF 접점 찾기: 어떤 접점이 끊겨 있는지 소프트웨어에서 색상으로 확인합니다. OFF 접점의 주소(X0, M0 등)가 무엇인지 파악합니다
- 입력 신호 확인: 해당 주소가 입력(X) 비트라면 현장 기기(센서·버튼)를 점검합니다. 내부 비트(M)라면 어떤 런에서 해당 비트를 제어하는지 찾습니다
- 하드웨어 vs 소프트웨어 판단: 소프트웨어에서는 입력이 ON인데 현장에서 기기가 동작하지 않으면 하드웨어(배선·부하) 문제입니다. 소프트웨어에서 입력이 OFF라면 센서·배선 문제입니다
PLC 소프트웨어 연결만 할 수 있어도 고장 원인 파악 시간이 절반 이하로 줄어듭니다.
현장에서 소프트웨어를 연결해본 경험이 없다면, 연결 방법(USB·이더넷)과 비밀번호를 미리 파악해두세요. 통신 설정은 RS-232와 RS-485 차이 글을 참고하세요.
래더 다이어그램 학습자가 자주 하는 질문
Q1. 래더 다이어그램과 FBD·ST 중 어느 것을 배워야 하나요?
현장 유지보수를 목적으로 한다면 래더 다이어그램부터 시작하는 것이 맞습니다. 국내 제조 현장에서 가동 중인 PLC 프로그램의 90% 이상이 래더로 작성돼 있습니다. 구조화 텍스트(ST)나 FBD는 모션 제어, 고속 계산 로직을 짤 때 보조로 씁니다.
Q2. LD, IL, FBD 등 IEC 61131-3 언어 중 래더가 왜 가장 많이 쓰이나요?
가장 큰 이유는 전기 기술자들이 릴레이 회로도를 바탕으로 쉽게 이해할 수 있기 때문입니다. 산업 현장 유지보수 인력 대부분이 전기·전자 계열 배경을 가지고 있어, 학습 진입 장벽이 낮은 래더가 사실상 표준이 됐습니다.
Q3. 래더 다이어그램을 무료로 연습할 수 있는 프로그램이 있나요?
있습니다. LS ELECTRIC XG5000 소프트웨어는 무료이고 내장 시뮬레이터로 실제 PLC 없이도 연습할 수 있습니다. 미쓰비시 GX Works3도 체험판을 제공합니다. 지멘스 S7-1200 계열은 TIA Portal V18 Trial 버전을 공식 사이트에서 내려받을 수 있습니다. LS ELECTRIC 제품을 처음 배운다면 XG5000이 가장 진입 장벽이 낮습니다. LS ELECTRIC 공식 사이트에서 다운로드할 수 있습니다.
Q4. 독학으로 래더 다이어그램을 배울 수 있나요?
가능합니다. 자기 유지 → 인터록 → 타이머 → 카운터 순서로 직접 회로를 짜보면서 배우는 것이 가장 효과적입니다. 한국폴리텍대학과 각 지역 직업훈련원에서 PLC 실습 과정도 운영합니다. 현장 PLC의 기존 프로그램을 업로드해서 분석하는 것도 실력을 빠르게 늘리는 방법입니다.
Q5. 같은 출력 코일을 여러 런에서 사용하면 어떻게 되나요?
대부분의 PLC에서 같은 출력 코일을 여러 런에 중복 사용하면 마지막으로 스캔된 런의 상태만 적용됩니다. 예를 들어 Y0 코일 런이 두 개 있을 때, 첫 번째 런에서 Y0이 ON이 됐다가 두 번째 런에서 Y0이 OFF 조건이 되면 최종적으로 Y0은 OFF입니다. 이중 코일은 의도치 않은 동작의 원인이 되니 가급적 사용을 피하세요.
Q6. 타이머 설정값은 어떤 단위인가요?
PLC 제조사·모델마다 다릅니다. LS ELECTRIC XBC는 기본 타이머가 100ms 단위로, T0에 설정값 50을 넣으면 5,000ms(5초)입니다. 미쓰비시 FX 시리즈는 기본 10ms 단위로, T0에 50을 넣으면 500ms입니다. 타이머 명령어 앞에 붙는 종류(T, ST, C 등)에 따라 단위가 다르니 해당 기종 명령어 목록을 반드시 확인하세요.
Q7. SET/RST 명령어는 OUT과 어떻게 다른가요?
OUT 코일은 매 스캔마다 런의 조건에 따라 ON 또는 OFF가 결정됩니다. SET 명령은 한 번 ON이 되면 RST 명령으로 리셋하기 전까지 조건이 사라져도 ON 상태를 유지합니다. 에러 플래그, 알람 상태 등 “한 번 발생하면 명시적으로 해제해야 하는” 신호에 씁니다.
2편: PLC 입출력 배선 — NPN·PNP 소스·싱크 이해
현재 글: 3편 — 래더 다이어그램 기초 (접점·코일·타이머)
📡 다음 단계 — PLC/산업 통신 시리즈 (RS-232·RS-485부터)
본 글은 일반적인 기술 정보 제공을 목적으로 작성되었으며, 실제 설계 및 시공 시에는 반드시 자격을 갖춘 전문가와 상담하시기 바랍니다. 현장 조건과 법규에 따라 적용 방법이 달라질 수 있습니다.