PLC란? (기초 및 구성요소)
기계·설비 업무에서 가장 많이 듣고 접하는 단어 중 하나가 바로 PLC입니다.
PLC를 처음 접하게 되면 제조사마다 접속하는 방법이나 프로그램도 다르고, 어디서부터 어떻게 접근해서 프로그램을 확인하고 수정해야 할지 처음에는 감을 잡기가 어렵습니다.
오늘 먼저 PLC가 뭔지, 어떻게 동작하는지, 현장에서 실제로 어떻게 쓰이는지를 순서대로 다뤄보겠습니다.

PLC 기초: PLC란 무엇이고 왜 쓰는가
PLC(Programmable Logic Controller)는 산업 현장에서 기계·설비의 동작을 자동으로 제어하는 전용 컴퓨터입니다.
쉽게 말하면, 예전에 수십 개의 릴레이·타이머·카운터를 배선으로 연결해서 만들던 제어 회로를 하나의 박스 안에 넣고, 프로그램으로 동작을 바꿀 수 있게 만든 장치입니다.
PLC 등장 이전: 릴레이 제어반의 한계
1960년대 이전에는 모든 자동화 설비가 릴레이 회로로 동작했습니다.
버튼 하나 추가하려면 배선을 다시 뜯어야 했고, 타이머 설정값을 바꾸려면 부품을 교체했습니다.
1969년 미국 GM의 제조라인 자동화 요구에서 처음 PLC가 탄생한 이유가 여기에 있습니다.
PLC의 핵심 장점은 세 가지입니다.
- 유연성: 배선 변경 없이 프로그램만 수정해 동작을 바꿀 수 있습니다
- 내구성: 산업용 환경(진동·먼지·온도 변화)에서 수년간 무정지 운전 가능
- 진단 기능: 고장 발생 시 어느 입출력에서 문제가 생겼는지 즉시 확인 가능
어떤 설비에 PLC가 쓰이나
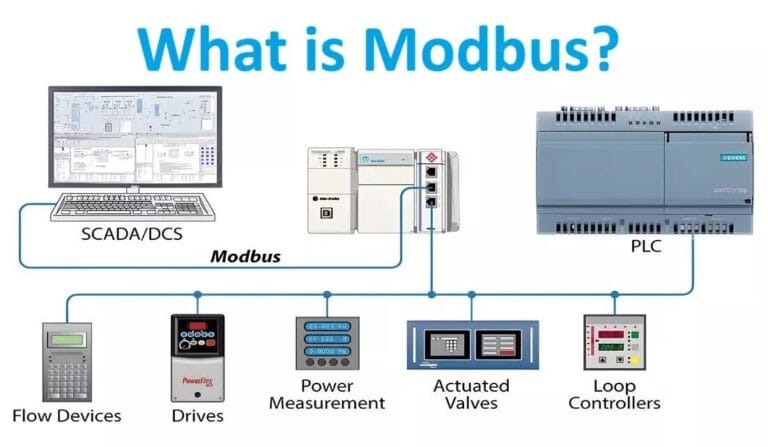
공장 자동화라면 PLC가 없는 설비가 없다고 봐도 됩니다.
컨베이어 시스템, 용접 로봇, 도장 설비, 포장 기계, 사출 성형기, 공압 이송 설비까지 — 버튼을 누르면 실린더가 뻗고, 센서가 감지하면 밸브가 닫히는 모든 동작 뒤에 PLC가 있습니다.
엘리베이터, 주차 타워, 공조 시스템, 폐수 처리장까지 범위는 더 넓어집니다.
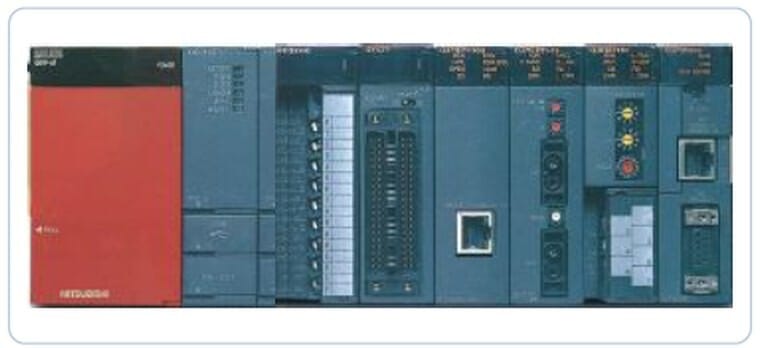
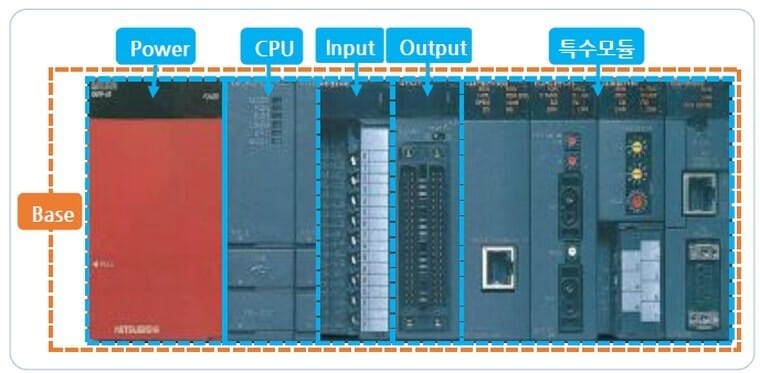
PLC 구성 요소 5가지
PLC 기초에서 가장 먼저 알아야 할 것은 하드웨어 구조입니다.
PLC는 크게 CPU·전원·입력(DI)·출력(DO)·통신 5가지 모듈로 구성됩니다.
1. CPU 모듈 (중앙처리장치)
CPU 모듈은 PLC의 두뇌입니다.
래더 프로그램을 읽고 실행하며, 입력 신호를 받아서 출력 신호를 결정합니다.
스캔 속도(보통 1ms~수십ms), 프로그램 용량(스텝 수), 내장 I/O 수가 CPU 성능을 결정하는 핵심 지표입니다.
2. 전원 모듈
전원 모듈은 AC 100~240V 입력을 받아 CPU와 I/O 모듈에 DC 24V 또는 DC 5V를 공급합니다.
전원 모듈 고장이 의외로 잦은 편이어서, 예비품을 항상 재고로 보유하는 현장이 많습니다.
용량 선정 시 연결된 모든 모듈의 소비 전류 합계에 20% 여유를 더하는 것이 기본입니다.
3. 입력(DI) 모듈
입력 모듈은 현장의 신호를 PLC 내부 데이터로 변환합니다.
누름 버튼, 리밋 스위치, 근접 센서, 광전 센서 등 ON/OFF 신호가 연결됩니다.
입력 전압은 DC 24V가 표준이며, NPN(싱크) 타입과 PNP(소스) 타입이 있어 센서 배선 방식과 반드시 일치시켜야 합니다.
NPN 타입 센서는 신호 시 COM 단자로 전류를 흘려보내는 방식(싱크)이라 PLC 입력 모듈의 COM이 +24V에 연결됩니다.
PNP 타입은 반대로 COM이 0V에 연결됩니다.
국내 현장에서는 NPN 타입이 압도적으로 많이 쓰이지만, 일제 센서 중 PNP 타입이 섞여 납품되는 경우가 있어 모듈 배선 전 센서 사양서를 반드시 확인해야 합니다.
4. 출력(DO) 모듈
출력 모듈은 CPU의 판단 결과를 현장 장치로 전달합니다.
솔레노이드 밸브, 릴레이 코일, 인디케이터 램프, 인버터 신호 등이 출력 모듈에 연결됩니다.
출력 방식은 릴레이 타입(접점 출력, 교류·직류 모두 가능)과 트랜지스터 타입(DC 전용, 고속 응답)으로 나뉩니다. 솔레노이드처럼 순간 전류가 큰 부하는 서지 억제 소자를 병렬로 달아야 합니다.
5. 통신 모듈
통신 모듈은 상위 시스템(HMI, SCADA, MES)이나 다른 PLC와 데이터를 주고받습니다.
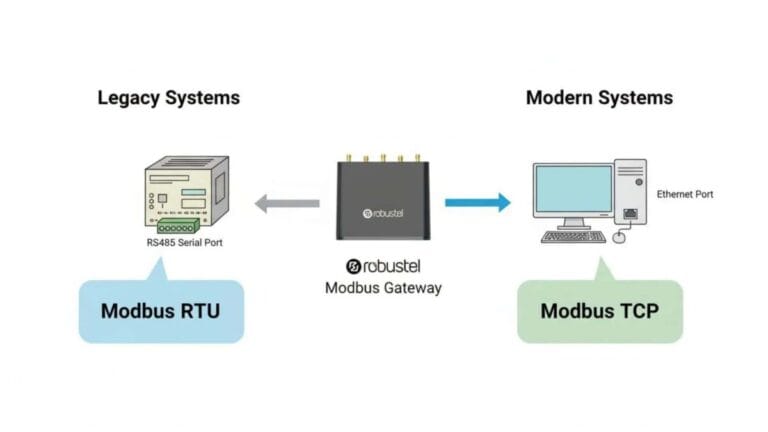
RS-485 기반 Modbus RTU, 이더넷 기반 Modbus TCP, CC-Link, EtherNet/IP, PROFIBUS 등 현장마다 사용하는 프로토콜이 다릅니다.
통신 설정 오류는 PLC 트러블슈팅에서 꽤 자주 마주치는 유형이니, 배선과 프로토콜 설정을 반드시 세트로 확인해야 합니다.
| 모듈 | 역할 | 주요 사양 | 체크 포인트 |
|---|---|---|---|
| CPU | 프로그램 실행·제어 판단 | 스캔 속도, 프로그램 용량 | I/O 점수 초과 여부 |
| 전원 | DC 전원 공급 | 입력 전압, 출력 용량(W) | 전류 여유 20% 이상 |
| 입력(DI) | 현장 신호 수신 | DC 24V, NPN/PNP 타입 | 센서 타입과 일치 여부 |
| 출력(DO) | 현장 장치 구동 | 릴레이 vs 트랜지스터 | 부하 전류·서지 억제 |
| 통신 | 상위 시스템 연결 | RS-485, 이더넷, CC-Link | 프로토콜·보레이트 일치 |
PLC 동작 원리: 스캔 사이클 이해하기
PLC가 일반 컴퓨터와 다른 가장 큰 특징이 바로 스캔 사이클(Scan Cycle) 방식입니다.
일반 컴퓨터는 인터럽트 방식으로 이벤트가 발생하면 즉시 처리합니다.
하지만 PLC는 정해진 순서를 끊임없이 반복하여 동작합니다.
스캔 사이클 3단계
PLC는 매 스캔마다 다음 세 단계를 반복합니다.
① 입력 읽기 (Input Scan)
현재 순간의 모든 입력 신호 상태를 메모리(입력 이미지 테이블)에 저장합니다. 스캔이 시작될 때 한 번 읽고, 그 값을 다음 스캔까지 유지합니다.
따라서 입력 신호가 스캔 도중 바뀌어도 이번 스캔에는 반영되지 않습니다.
② 프로그램 실행 (Program Execution)
래더 프로그램을 위에서 아래, 왼쪽에서 오른쪽 순서로 한 스텝씩 실행합니다. 입력 이미지 테이블의 값을 바탕으로 연산하고 결과를 출력 이미지 테이블에 씁니다.
③ 출력 쓰기 (Output Scan)
출력 이미지 테이블의 값을 실제 출력 모듈에 반영합니다. 이때 실린더가 뻗고, 밸브가 열리고, 램프가 켜집니다.
스캔 타임은 보통 1~50ms 수준입니다. 1ms짜리 고속 PLC라면 초당 1,000번씩 이 사이클이 돌아갑니다.
반응 속도가 중요한 설비라면 스캔 타임을 반드시 확인하고 PLC를 선정해야 합니다.
스캔 방식의 주의사항
스캔 방식 때문에 생기는 현실적인 문제가 하나 있습니다.
입력 신호 펄스 폭이 스캔 타임보다 짧으면 PLC가 그 신호를 아예 못 읽습니다.
고속 카운터나 엔코더 신호처럼 ms 단위 이하 펄스를 처리해야 할 때는 고속 카운터 모듈을 따로 쓰거나 인터럽트 기능을 사용해야 합니다.
PLC 종류와 제조사 비교
PLC는 크기와 I/O 점수에 따라 소형·중형·대형으로 나뉩니다.
현장 규모와 제어 복잡도에 맞는 것을 골라야 합니다.
크기별 분류
- 소형 PLC(I/O 128점 이하): 소규모 단독 설비 제어. 미쓰비시 FX 시리즈, LS ELECTRIC XBC 시리즈가 대표적. 국내 중소 제조업체에서 압도적으로 많이 씁니다.
- 중형 PLC(I/O 128~512점): 라인 통합 제어. 미쓰비시 iQ-R, LS ELECTRIC XGI 시리즈
- 대형 PLC(I/O 512점 이상): 공장 전체 제어. 지멘스 S7-400, Rockwell ControlLogix
| 제조사 | 대표 제품 | 국내 점유율 | 특징 |
|---|---|---|---|
| LS ELECTRIC (국내) | XBC, XGI, XGK | 40%대 | 국내 지원 우수, 가성비 |
| 미쓰비시 (일본) | FX5U, iQ-R | 30%대 | 안정성·점유율 높음 |
| 지멘스 (독일) | S7-1200, S7-1500 | 10%대 | TIA Portal 통합 환경 |
| Rockwell (미국) | CompactLogix, ControlLogix | 5% 이하 | 글로벌 대기업 계열 多 |
| Omron (일본) | CP1H, NX1P2 | 5%대 | 모션 제어·비전 연동 강점 |
PLC 프로그래밍 기초: 래더 다이어그램
PLC 프로그래밍 언어는 IEC 61131-3 표준에 래더(LD)·펑션 블록(FBD)·구조화 텍스트(ST)·순차 기능 차트(SFC) 등이 정의돼 있습니다.
그 중 현장에서 90% 이상 쓰이는 것이 래더 다이어그램입니다.
전기 회로도와 생긴 게 비슷해서 전기 기초가 있는 사람이라면 비교적 빨리 익힐 수 있습니다.
래더 다이어그램 기본 요소
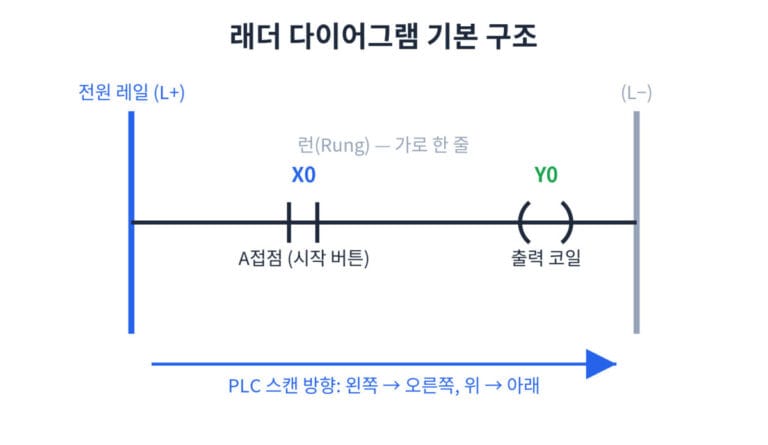
래더는 왼쪽·오른쪽 두 세로선(파워 레일) 사이에 가로 회로(Rung)를 연결하는 구조입니다.
핵심 요소 4가지는 다음과 같습니다.
- A접점 (NO, Normally Open): 해당 비트가 ON이면 전류 통과. 릴레이 a접점과 동일
- B접점 (NC, Normally Closed): 해당 비트가 OFF일 때 전류 통과. 릴레이 b접점과 동일
- 출력 코일 (OUT): 조건이 충족되면 해당 비트를 ON으로 설정
- 타이머·카운터: TON(On-Delay 타이머), CTU(업 카운터)가 기초 입문에서 꼭 나옵니다
가장 기초적인 자기 유지 회로(Self-Hold)를 예로 들면, 시작 버튼(X0)을 누르면 코일(Y0)이 ON되고, Y0 a접점이 스스로를 유지해서 버튼에서 손을 떼도 계속 ON 상태가 됩니다.
정지 버튼(X1) b접점이 이 회로를 끊으면 Y0가 OFF됩니다.
이 구조 하나만 이해해도 PLC 프로그래밍의 절반은 이해한 겁니다.
첫 래더 프로그램 작성 순서 (5단계)
처음 PLC 프로그램을 짤 때 막막하다면 다음 순서대로 따라가 보세요.
- 동작 명세 작성: “버튼 누르면 실린더 전진, 5초 뒤 자동 복귀”처럼 동작을 말로 먼저 씁니다
- I/O 주소 배정: 버튼은 X0, 실린더 전진 밸브는 Y0처럼 실제 단자와 프로그램 주소를 매핑합니다
- 래더 회로 작성: 자기 유지 + 타이머 조합으로 동작 명세를 구현합니다
- 시뮬레이션 확인: 프로그래밍 소프트웨어(GX Works3, XG5000 등)의 시뮬레이터로 로직을 먼저 검증합니다
- 실제 다운로드 및 테스트: PLC에 프로그램을 전송하고 실제 입출력 신호로 동작 확인
현장 실무 적용: PLC 기초 배선과 설치
PLC를 처음 설치하거나 기존 설비의 PLC를 교체할 때 놓치기 쉬운 실무 포인트를 정리합니다.
전원 투입 순서와 그라운드
전원 투입 순서는 보통 메인 차단기 ON → PLC 전원 모듈 ON → 입출력 전원 ON 순서입니다.
끄는 것은 역순이 원칙입니다. 입출력 전원을 먼저 끊어야 PLC가 출력 상태를 안전하게 정리할 수 있습니다.
현장에서 한 번에 다 끄는 경우도 많은데, 이 경우 출력 코일이 비정상 상태로 유지될 위험이 있으니 설비별 매뉴얼을 확인하세요.
그라운드(접지)는 의외로 많이 소홀히 하는 부분입니다.
PLC CPU 모듈의 FG(Frame Ground) 단자는 반드시 독립적으로 접지해야 합니다.
다른 기기와 접지를 공유하면 노이즈가 탈 수 있고, 그 노이즈가 오작동으로 연결됩니다. 실제로 접지 불량으로 인한 PLC 오작동 사례가 현장에서 꽤 발생합니다.
배선 시 주의사항
입력 배선과 출력 배선은 같은 배선 덕트 안에 함께 넣지 마세요.
출력 배선에는 모터·솔레노이드 구동 전류가 흘러서 강한 자기장이 생기고, 이게 가까이 있는 입력 배선에 노이즈를 유도합니다.
최소 10cm 이상 이격하거나 별도 덕트를 사용하는 것이 기본입니다.
또한 솔레노이드 밸브나 릴레이 코일처럼 인덕턴스 부하가 출력에 연결됐다면, 소자 양단에 다이오드(DC 회로) 또는 CR 스너버(AC 회로)를 붙여서 역기전력을 흡수해야 합니다.
이걸 빠뜨리면 출력 트랜지스터가 서서히 손상돼 수개월 뒤 고장으로 나타나는 경우가 있습니다.
- CPU 모듈 FG 단자 독립 접지 완료
- 입력·출력 배선 덕트 분리
- 인덕턴스 부하 서지 억제 소자 부착
- 입력 모듈 NPN/PNP 타입 센서와 일치 확인
- 전원 모듈 용량 여유 20% 이상 확인
- 프로그램 백업(USB 또는 SD 카드) 완료
- 배터리 교환 주기 확인 (보통 5년, 메모리 보호용)
통신 연동 실무
HMI(터치 패널)와 PLC를 연결할 때 가장 많이 쓰는 방식은 RS-485 기반 Modbus RTU 또는 이더넷 기반 Modbus TCP입니다.
RS-485 배선 방법과 Modbus 레지스터 주소 체계는 처음 접하면 헷갈리는 부분이 많아서 별도로 다루겠습니다.
RS-485 배선에 대한 자세한 내용은 RS-485 배선 방법 완벽 가이드를, Modbus 프로토콜 기초는 RS-232와 RS-485 차이 — 배선부터 통신 설정까지를 참고하세요.
LS ELECTRIC의 PLC 공식 기술 자료와 소프트웨어는 LS ELECTRIC 공식 사이트에서 무료로 내려받을 수 있습니다. XG5000(프로그래밍 소프트웨어)과 XG-PM(모션 소프트웨어)이 대표적입니다.
PLC 입문자가 자주 묻는 질문
Q1. PLC와 마이크로컨트롤러(아두이노 등)는 어떻게 다른가요?
둘 다 전자 회로를 제어한다는 점은 같습니다.
마이크로컨트롤러는 범용 개발 플랫폼이고, PLC는 산업 현장 특화 제어기입니다. PLC는 IP20 이상의 방진·방수 케이싱, 넓은 동작 온도(-20~60℃ 이상), 전원 노이즈 내성, 전원 이중화 등 산업용 조건을 충족합니다.
또한 유지보수 담당자가 프로그램을 현장에서 바로 수정·모니터링할 수 있는 전용 소프트웨어 생태계가 있습니다.
Q2. 소형 PLC 하나로 몇 개의 입출력을 제어할 수 있나요?
소형 PLC 기준(LS ELECTRIC XBC-DN32H 예시)으로 기본 유닛에 디지털 입력 16점, 출력 16점이 내장됩니다.
증설 유닛을 추가하면 최대 128점까지 늘릴 수 있어, 소형 설비 한 대를 제어하기에는 충분한 수준입니다.
점수가 부족하면 CPU를 중형으로 올리거나, 분산 I/O 방식으로 네트워크로 연결해 확장합니다.
Q3. PLC 전원이 갑자기 꺼지면 프로그램이 사라지나요?
프로그램 자체는 플래시 메모리나 EEPROM에 저장되기 때문에 전원이 꺼져도 지워지지 않습니다.
단, 타이머·카운터의 현재값이나 내부 플래그처럼 RAM에 저장되는 데이터는 배터리가 방전되면 초기화됩니다.
최근 PLC는 배터리 없이 플래시 메모리만으로 데이터를 유지하는 모델도 많지만, 정전 유지가 필요한 데이터는 데이터 보존(Retain) 설정을 반드시 확인하세요.
Q4. PLC 프로그래밍 소프트웨어는 무료인가요?
제조사마다 다릅니다. LS ELECTRIC의 XG5000은 무료로 제공됩니다.
미쓰비시 GX Works3는 유상 구입이 원칙이지만 체험판이 있고, 지멘스 TIA Portal은 평가판(30일)을 제공한 뒤 라이선스가 필요합니다.
입문 학습 목적이라면 LS ELECTRIC XG5000 + XBC 시뮬레이터 조합이 무료라 추천합니다.
Q5. PLC 자격증이나 교육 과정이 있나요?
국가 자격으로는 생산자동화기능사, 메카트로닉스기사가 PLC 관련 시험 과목을 포함합니다.
제조사 공식 교육으로는 LS ELECTRIC과 미쓰비시 한국 법인이 각각 정기 교육을 운영합니다.
한국폴리텍대학, 각 지역 기술훈련원에서도 PLC 실습 과정을 운영하니 실기 위주 학습을 원한다면 활용하세요.
Q6. PLC가 오작동하는 원인은 주로 무엇인가요?
현장 경험상 PLC 오작동 원인 Top 3는 다음과 같습니다.
첫째, 접지 불량 또는 공통 접지로 인한 노이즈 유입. 둘째, 입력 모듈 NPN/PNP 불일치로 인한 신호 미수신. 셋째, 출력 모듈 과전류·서지로 인한 부품 열화입니다.
프로그램 오류보다 하드웨어·배선 문제인 경우가 훨씬 많습니다.
현재 글: 1편 — PLC란? 구조·동작 원리 입문
2편: PLC 입출력 배선 — NPN·PNP 소스·싱크 이해
3편: 래더 다이어그램 기초 — 접점·코일·타이머 문법
📡 장비 간 통신이 궁금하다면 → PLC/산업 통신 시리즈 (RS-232·RS-485부터)
본 글은 일반적인 기술 정보 제공을 목적으로 작성되었으며, 실제 설계 및 시공 시에는 반드시 자격을 갖춘 전문가와 상담하시기 바랍니다. 현장 조건과 법규에 따라 적용 방법이 달라질 수 있습니다.