DC 모터 드라이브 교체기 (아날로그 기판 -> 드라이브)
해당 글은 노후된 DC모터의 PCB 기판을 드라이브로 교체 하면서 경험한 내용을 정리한 글입니다.
30년이 넘은 롤투롤 설비의 전장부가 노후되며 각종 부품들이 단종되고 유지보수가 어려워지며 핵심 부품들을 교체하게 되었습니다.
가장 문제가 되었던 오래된 DC모터를 제어하는 아날로그 기판을 파커 드라이브로 교체하였습니다.
DC 모터 드라이브 교체 작업을 마치고 시운전 첫날, 라인이 두 번 이나 섰습니다.
기존과 똑같이 셋팅했는데 모터 부하가 110%를 넘어 트립됐고, 그걸 잡고 나니 이번엔 스플라이싱할 때마다 또 설비가 정지되어 멘붕이 왔습니다.
아날로그 기판 + 타코제네레이터 조합을 Parker 590 드라이브 + 엔코더로 전면 교체한 직후의 일입니다. 두 문제 모두 원인을 찾고 보니 결국 맥락은 같았습니다.
“시스템이 더 정확해졌는데 파라미터는 그대로”였던 겁니다.
어떻게 찾아냈고 어떻게 잡았는지, 비슷한 작업을 앞두고 있는 분들께 도움이 됐으면 좋겠습니다.

이번 개조의 범위 — 뭘 바꿨나
이번 작업이 복잡했던 건 드라이브 하나만 바꾼 게 아니었기 때문입니다.
세 가지가 동시에 바뀌었고, 나중에 돌이켜보면 그게 문제를 꼬이게 만든 핵심 원인이었습니다.
드라이브 교체
기존에는 아마추어 제어·필드 제어 방식의 노후 아날로그 기판으로 DC 모터를 구동하고 있었습니다.
부품 단종으로 수리가 불가능한 상황이 반복되면서 이번에 전면 교체를 결정했습니다.
속도 피드백 교체 — 타코제네레이터 → 엔코더
이 부분이 이번 문제의 핵심이었습니다.
기존에는 전 구간 타코제네레이터(타코)로 속도를 피드백하고 있었습니다.
타코는 아날로그 신호입니다. 브러시 마모, 온도 드리프트, 기계적 슬립이 쌓이면 실제 속도와 표시 속도 사이에 1~3% 오차가 생깁니다. 이번에 전 구간을 엔코더로 교체하면서 이 아날로그 특성이 완전히 사라졌습니다.
로드셀 및 컨트롤러 교체
R/W, DRAW, 코터 2개소, 라미부까지 — 총 5개소의 로드셀과 컨트롤러를 EL사의 디지털 제품으로 전면 교체했습니다.
노후 로드셀은 오랜 시간 피로 누적과 영점 드리프트로 측정값의 신뢰도가 크게 떨어진 상태였습니다.

드라이브·피드백·계측이 한꺼번에 바뀌면 시운전 시 기존 파라미터를 그대로 쓸 수 있는 게 사실상 없습니다.
모터 출력이 변한게 없고, 단지 드라이브와 엔코더만 교체한 것이니 큰 문제가 없을 것이라고 판단했었으나 문제에 봉착하게 됩니다.
트랩 ① 같은 450N인데 모터가 110%를 넘어버렸다
시운전 첫날, 기존과 똑같이 R/W 장력을 450N으로 설정했습니다.
얼마 안 가 모터 부하가 110%를 넘으면서 드라이브가 트립됐습니다. 라인이 서버린 겁니다.
설정값은 그대로인데 왜 부하가 튀는 걸까요. 이 답을 찾는 데 시간이 좀 걸렸습니다.
너무 똑똑해진 로드셀
1차 원인은 로드셀 교체에 있었습니다.
노후 로드셀은 450N을 표시하면서도 실제로는 훨씬 낮은 장력을 제어하고 있었습니다. 피로 누적으로 인한 크리프와 영점 드리프트 탓에 실효 장력이 300N 이하였을 가능성이 높습니다. 그런데 신규 로드셀은 450N 설정 = 실제 450N을 처음으로 정확하게 구현합니다.
수치는 같은데 실제 장력이 훨씬 커진 셈입니다.
여기에 더하여 엔코더 피드백의 빠른 응답성이 더해졌습니다.
타코일 때는 속도 신호에 아날로그 특유의 뭉개짐이 있어 순간적인 장력 변동을 자연스럽게 흡수했습니다.
하지만, 교체한 엔코더는 매 순간을 텐션 변화를 정확하게 잡아냅니다.
소재 떨림이든 롤 편심이든 실시간으로 드라이브에 전달되고, 드라이브는 그걸 즉각즉각 텐션 변화를 제어하려다 보니 부하는 커져갔습니다.
기존 D 게인값의 노이즈 증폭
또 하나의 원인은 PID 튜닝이었습니다.
설비마다 셋팅값의 차이는 있으나, 롤투롤 설비는 PI 제어를 하는 경우가 많습니다.
하지만, 해당 설비는 타코 기반으로 세팅되어 D 게인값이 엔코더 신호에 그대로 적용되고 있었습니다.
D(미분) 항은 오차의 변화 속도에 반응합니다. 타코 신호는 아날로그 특성상 노이즈가 자연 필터링되지만, 엔코더는 날것 그대로의 디지털 신호를 내보냅니다.
기계 진동과 소재 떨림이 전부 D 게인값으로 피드백하여 부하가 커졌고, 그게 반복되며 110% 트립으로 나타났습니다.
해결 — D=0, 테이퍼 텐션 20%
D 게인을 0으로 설정하자 문제가 잡혔습니다.
장력 제어에서 D=0은 임시방편이 아닙니다.
소재 자체가 탄성으로 진동을 흡수하는 완충재 역할을 하기 때문에, 외부에서 D를 더하면 오히려 불안정해지는 게 일반적입니다.
Parker 590 장력 레귤레이터 모드에서도 PI 제어가 기본 권장이고, 왜 그런지 다시 한번 그 이유를 확인 할 수 있었습니다.
추가로, 테이퍼 텐션도 20%로 범위를 넓힐 수 있었습니다.
테이퍼 텐션은 권취 직경이 커질수록 설정 장력을 자동으로 줄여주는 기능입니다.
직경이 커질수록 같은 장력을 유지하려면 토크가 더 필요하기 때문에 이를 보상해 모터 과부하를 막아줍니다. 기존에는 로드셀 신뢰도 문제 탓에 10% 이하밖에 못 쓰고 있었습니다.
새 로드셀로 교체하고 나서야 제대로 쓸 수 있게 됐습니다. 속도 루프는 P 게인을 낮추고 I 게인을 천천히 올리는 방향으로 재조정했고, 이후 전 구간에서 장력이 안정적으로 유지됐습니다.
한 가지 더 강조하고 싶은 건, 장력 설정값 자체도 다시 잡아야 한다는 점입니다.
기존 450N은 어디까지나 ‘노후 로드셀이 보여주던 숫자’입니다.
실효 장력으로 신뢰하면 안 됩니다. 소재의 파단 장력과 탄성 계수를 기준으로 새로 계산하고, 처음엔 60~70% 수준에서 시작해 단계적으로 올려가는 것을 추천드립니다.
트랩 ② 스플라이싱마다 라인이 섰다
장력 문제를 잡고 나서 한시름 놨나 싶었는데, 이번엔 R/W 스플라이싱을 할 때마다 라인이 서는 문제가 생겼습니다.
처음엔 별개 문제라고 생각했습니다. 그런데 뚜껑을 열어보니 결국 같은 뿌리에서 나온 문제였습니다.
프리드라이브 속도 캘리브레이션 불일치
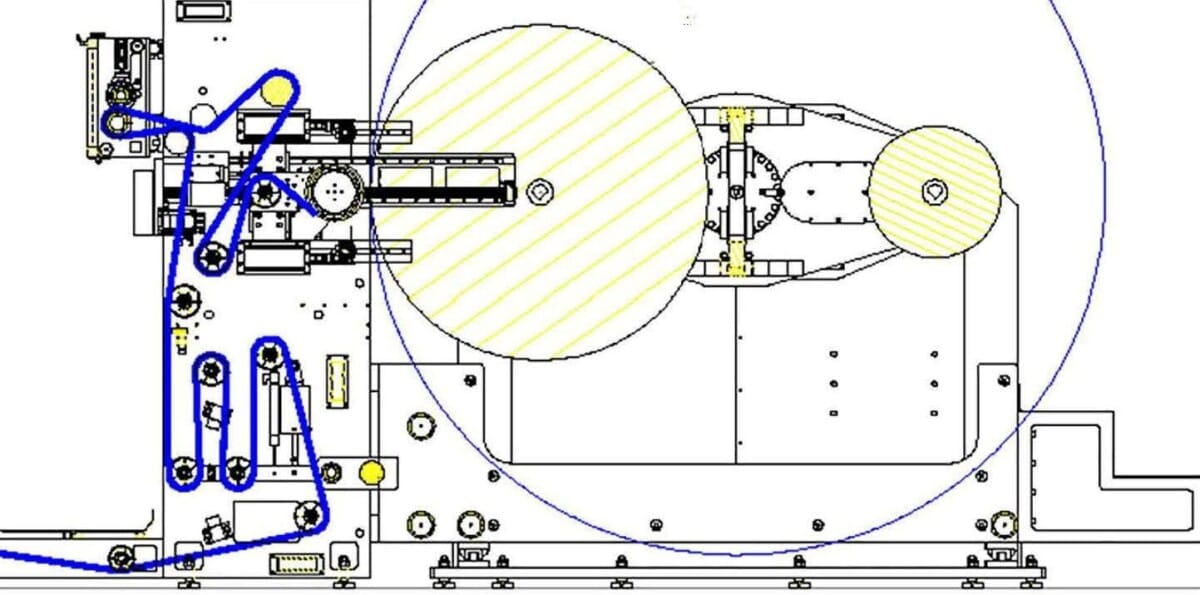
스플라이싱 시퀀스는 아래와 같습니다.
B축(현재 운전 중인 롤)이 소재를 공급하는 동안, A축(새 롤)을 라인 속도까지 가속(프리드라이브)합니다. A축 속도가 라인 속도와 일치하면 스플라이싱 테이프로 접합하고 B축을 컷팅합니다. A축이 메인으로 전환되면 완료 됩니다.
문제는 A축의 프리드라이브 속도가 라인 속도에 못 미친 채 B축 컷팅이 실행됐다는 점입니다.
B축 입장에서는 A축이 속도가 부족한 상태로 당겨받아야 하니, 부족분만큼 억지로 소재를 밀어주려고 토크를 과도하게 씁니다. 그게 순식간에 110%를 넘어 트립으로 이어졌습니다.
왜 엔코더 교체 후 이 문제가 생겼나
R/W와 DRAW는 이미 Parker 590 드라이브가 설치된 구간이었습니다.
드라이브를 바꾼 게 아니라 피드백 소자만 타코에서 엔코더로 바꾼 것인데, 프리드라이브 속도 설정값은 타코 기반으로 캘리브레이션된 값이 그대로 남아있었습니다.
타코는 실제 속도와 약간 차이가 있는 특성이 있습니다.
“라인 속도와 맞다”고 판정하던 설정값이 엔코더로 바꾸니 실제로는 오차가 발생했습니다.
드라이브가 동일해도 피드백 소자가 바뀌면 이런 캘리브레이션 불일치가 반드시 생기니 다시 한번 영점 셋팅을 하는 것이 좋습니다.
해결 — 프리드라이브 속도 재설정
엔코더 기준으로 프리드라이브 속도와 라인 속도를 다시 맞춰줬습니다.
재설정 이후 스플라이싱이 정상 완료됐고, 그 이후로는 재발하지 않았습니다. 추가로 생각해볼 수 있는 건, 속도 일치 확인 조건을 타이머 방식에서 속도 매칭 신호(A축이 라인 속도의 ±2~3% 이내 진입 시 컷팅 허가)로 바꾸는 것입니다. 이렇게 해두면 나중에 피드백 소자가 또 바뀌더라도 같은 타이밍 문제가 반복될 일이 없습니다.
DC 모터 드라이브 교체 후 꼭 알아야 할 3가지 원칙
이번 시운전을 치르면서 확인한 것들을 정리했습니다.
드라이브·피드백·계측을 동시에 교체하는 작업이라면, 적어도 이 세 가지는 시작 전에 머릿속에 넣어두시길 권합니다.
| 원칙 | 내용 | 적용 포인트 |
|---|---|---|
| ① 기존 설정값은 폐기 | 정밀 계측기 교체 후 기존 수치는 ‘불량 기기가 만든 값’일 수 있음 | 장력·속도·PID 전 항목 제로베이스 재조정 |
| ② 피드백 소자 변경 = 전면 재커미셔닝 | 드라이브가 같아도 타코→엔코더 교체 시 응답 특성 완전히 달라짐 | 속도 루프 게인, 프리드라이브 캘리브레이션 전부 재조정 |
| ③ 장력 제어는 D=0이 정석 | 엔코더 환경에서 D 게인은 기계 노이즈를 증폭해 토크 불안정 유발 | PI 제어만으로 운전, D는 0으로 설정 |
파커 590 자체는 교체 전후로 달라진 게 없습니다.
문제는 항상 “주변이 달라졌는데 파라미터는 그대로”인 상황에서 생깁니다.
설비 신뢰성을 높이려고 한 교체 작업이 오히려 시운전 지연으로 이어지는 이유가 대부분 여기 있습니다.

Parker 590 시리즈 관련 기술 문서는 Parker Hannifin 공식 사이트에서 확인하실 수 있습니다.
자주 묻는 질문 & 트러블슈팅 FAQ
- Q. DC 모터 드라이브 교체 후 기존 장력 설정값을 그대로 써도 되나요?
- 그대로 쓰면 안 됩니다. 특히 로드셀까지 함께 교체했다면 기존 수치는 ‘노후 로드셀이 만들어낸 값’으로 실효 장력과 차이가 클 수 있습니다. 소재의 파단 장력과 탄성 계수를 기준으로 적정값을 새로 계산하고 60~70% 수준에서 시작하세요.
- Q. 타코제네레이터를 엔코더로 교체하면 드라이브 파라미터도 다시 설정해야 하나요?
- 반드시 해야 합니다. 드라이브가 동일해도 피드백 소자가 바뀌면 속도 루프 응답 특성이 달라집니다. 속도 루프 P·I 게인, D 게인, 프리드라이브 속도 캘리브레이션 전부를 엔코더 기준으로 재조정하지 않으면 과응답, 스플라이싱 트립 등 예측 어려운 문제가 발생합니다.
- Q. 장력 제어에서 PID D 게인을 0으로 해도 괜찮나요?
- 장력 제어에서 D=0은 임시방편이 아닌 표준입니다. 소재의 탄성이 기계적 완충 역할을 하기 때문에 D를 추가하면 오히려 불안정합니다. 특히 엔코더 환경에서는 D가 기계 노이즈를 증폭하므로 PI만으로 운전하는 게 정석입니다.
- Q. R/W 스플라이싱 시 라인이 자꾸 서는 이유가 뭔가요?
- 가장 흔한 원인은 A축 프리드라이브 속도가 라인 속도에 못 미친 채 B축 컷팅이 실행되는 것입니다. 피드백 소자를 교체했다면 기존 프리드라이브 속도 설정값이 실제 라인 속도와 맞지 않을 수 있습니다. 엔코더 기준으로 재캘리브레이션하세요.
- Q. 테이퍼 텐션을 제대로 쓰려면 어떤 조건이 필요한가요?
- 장력 피드백이 정확해야 합니다. 노후 로드셀로는 직경 변화에 따른 장력 조절이 제대로 이뤄지지 않습니다. 정밀 로드셀 교체 후 25~40% 범위에서 설정하면 권취 직경이 커질수록 토크를 억제해 모터 부하 안정화에 효과적입니다.